




לפי שיטות הסימון האמריקאית בכל פרופיל ופח אלומיניום נושא שם זיהוי בן כמה תווים. שם זה מבדל אותו מפחים ומפרופילים שונים, ומעיד על הרכב הסגסוגת, ועל הזיקון שהוא עבר. פחי אלומיניום נהוג לסמן בשם בעל תשעה תווים,ואילו פרופילים בשם בעל שישה תווים בלבד.
פחי אלומיניום – AAxxxxHab שני התווים AA מעידים כי מדובר באריח של אלומיניום (Aluminium Alloy) ארבעת התווים xxxx מעידים על הרכב הסגסוגת. לאריחי אלומיניום מקובל להשתמש בסגסוגות בעלות ריכוז גבוה של מגנזיום כגון 5052 , וכנדרש להקנות לאריח החיפוי הדק קשיחות סטטית. התו H מעיד כי הפח עבר זיקון. התווים ab מעידים על שיטת הזיקון, וכמפורט להלן: התו a מעיד על תהליך הקשיית הפח. קיימים שלושה תהליכים שונים: 1, 2, או 3. התו b מעיד על רמת הקושי, ובה יש 5 דרגות: 0, 2, 4, 6 ו־ 8. הספרה 0 מציינת כי הפח מרוכך, הספרה 2 מציינת כי הפח רבע קשה, 6 3/4קשה וכולי.
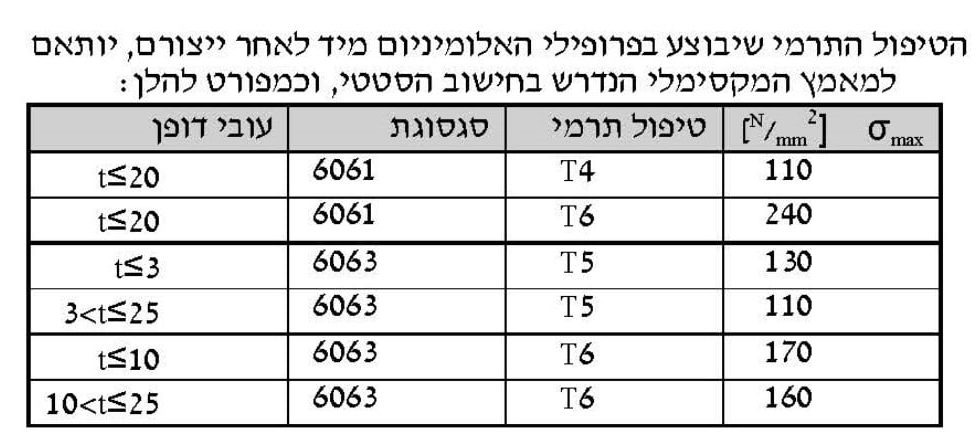
פרופילי אלומיניום – xxxxTn ארבעת התווים xxxx מעידים על הרכב הסגסוגת. בפרופילי אלומיניום מקובל להשתמש בסגסוגות בעלות ריכוז גבוה של סיליקון, כגון 6063 או 6061 , וכנדרש לשמר זרימה קבועה דרך הטבע (Mould) לשם שיחול הומוגני רציף.התו n מעיד על זיקון הפרופיל. פרופילים מקובל לזקן באחד משני התהליכים: 5 ו- 6. התהליך 6 מקנה לפרופיל קשיחות סטטית גבוהה ביחס לתהליך 5.
שיחול (Extrusion) – פרופילי אלומיניום מיוצרים בשיחול של גליל אלומיניום גולמי (Bole) דרך מכבש. גליל האלומיניום מותאם בממדיו לקוטר המכבש. מגליל האלומיניום חותכים פרוסה באורך של כמטר ומכניסים אותה אל תוך המכבש. בתוך המכבש מחממים פרוסה זו לטמפרטורה של 470ºC כדי שתהיה במצב צבירה גבולי, בין מוצק לנוזל. המכבש דוחס את פרוסת גליל האלומיניום כלפי ״טבע״ (Mould) מפלדה. האלומיניום זורם דרך הטבע אל מחוץ למכבש, ותוך כדי כך, מקבל את עיצובו הגיאומטרי כפרופיל.
כדי להבטיח מהירות שיחול קבועה, תפשנית (stretcher) אוחזת את קצה הפרופיל ומושכת אותו לכל אורך המסוע. בצאתו מן המכבש, הפרופיל חם מאוד. נדרש לצנן אותו במהירות כדי לשמר את החתך הגיאומטרי האחיד שלו. הקירור נעשה באמצעות מצנני עירפול (mist), הפזורים לכל אורך המסוע. כאשר תפשנית הפרופיל הגיעה לקצה המסוע, מסור אוטומטי מנסר את הפרופיל בצידו השני, בסמוך למכבש. תפשנית (stretcher) נוספת אוחזת בקצה הפרופיל שזה עתה נוסר. שתי התפשניות מורחקות זו מזו, כדי למתוח את הפרופיל, ולהעניק לו את צורתו הסופית. ממדי פרוסת האלומיניום שבתוך המכבש, מוגבלים, ולכן השיחול איננו רציף. אי־הרציפות ניכרת כצלקת הניצבת לפרופיל, בכל היקפו. מקובל לפסול קטע פרופיל זה באמצעות ניסור אוטומטי.
יעילות השיחול נמדדת באפשרות לחתוך קטע של פרופיל שיוצר בכבישה אחת, למספר מקטעים באורך הדרוש, ללא שארית. מקטעי הפרופיל מסודרים על גבי מגשי קירור באוויר הפתוח, ממתינים בתורם לשלב האחרון בהליך השיחול, שבו ישיגו את מלוא קשיחותם הסטטית. בשלב זה מאדים את הלחות הכלואה אשר התגנבה אל תוך הפרופילים במהלך השיחול. הליך אידוי זה נקרא ״זיקון״ ( ageing ).
זיקון טבעי, עלול להתפרש על פני כעשר שנים, ותנור הזיקון מקצר תקופה זו לשעות אחדות. תכנון הטבע מתחשב במשאלות העיצוב האדריכליות, בדרישות הסטטיות ובקוטר המכבש; ככלות הכול, לא ניתן לשחל פרופיל החורג בממדיו מקוטר המכבש. אנו מצפים כי פרופיל המיוצר בשיחול, יהיה בעל חתך פנים אחיד לכל אורכו. לכאורה מדובר בציפייה לגיטימית, אולם בפן המעשי מדובר באתגר לא קל, שכן ברוב הפרופילים לכל צלע עובי דופן שונה. תכנון הטבע צריך לתעל באופן הומוגני מסה מועטה אל תוך צלע פרופיל דקה, ובה בעת, מסה רבה בשביל צלע פרופיל עבה. תיעול הומגני זה הוא תנאי הכרחי לשם קבלת חתך אחיד. אולם, ישנם עיצובים גיאומטריים אשר אינם מאפשרים תיעול אחיד זה, ולכן אין הם ברי שיחול. בתום תכנון, מייצרים לכל פרופיל את הטבע שלו. לעיתים די בדיסקת פלדה אחת, לעיתים נדרשות שתי דסקאות. הליך הייצור נעשה בעיבוד שבבי של חריטה וכירסום, ובמהלכו נפרץ הנתיב לשיחול האלומיניום דרך הטבע.